������ᾭ�õIJ��Ϸ�չ��Ϊ���������������ԺͰ�ȫ�ԣ������豸�������ϵ�����ҲԽ��Խ�ࡣ�γ������ǽγ���·��������ϵ�����壬�Խγ�������·�������ȵ���ת�dz���Ҫ�������滮�еĽӵ�Ĺ滮��Ϊ��Ҫ����Ϊ�ӵ��·�����ӣ����²��ֻ�·����������Ӱ��������������ת����Դ������⣬���Ľ����������о���
1 �����ӵ��˵
�����ӵ���ָ������2�����ϵ��߽½ӵ����ӵ㡣��ͼ1��ʾ���˽ӵ�����1���ߡ�2���ߡ�3������ɣ�3�����������ڲ��DZ˴���ͨ�ģ�3�����������ڲ��Ľ½����ӵ���ǽӵ㡣

ͼ1 �����ӵ�
2
�滮����
�γ������ӵ�滮���õķ����г��������ӡ�U�Ͷ���ѹ�ӡ�J/C�������������ȡ�
2.1 ����������
���õ�Ƶ���ݵ�2���躸�ӵĽ������棬�ڼ�ѹ������£�ʹ2�����������ڹ���״̬�±˴˳�ͻ�����ɵķ��Ӳ�֮����ۺϣ�Ȼ�ﺸ�����ã�ͼ2)�����ַ����ij����������������ϣ����ʸߣ����繦�ܺã�������ȫ���������ӵ�ķ�չ���ơ�ȱ���Ǻ����豸�۸�ά�����ö��ϸߡ�����������������Ҫ��

ͼ2 ����������
1)���ڳ����㣬����Ӧÿ��5�����ߣ��ڶ��˺����ϴ�Ӧ���15�����ߡ�
2)��Ӧ�ĵ�������������1Ҫ��
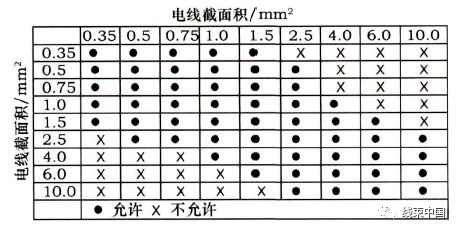
��1 ���������ӵ������
3)�����ڵ��ߵ��������б�Ҫ�����2Ҫ�����ڵ��ߵİ������б�Ҫ�����3Ҫ��

��2 ���������ӵ���������Ҫ��

��3 ���������ӵ��߰�����Ҫ��
4)���������Ӹ��ݽ�����V���е������жϺ����Ƿ�ϸ�����VӦ����85%~95%֮�䡣�����ȹ�ʽΪ:
V=100(Ak/AI)%
ʽ�У�V���������ȣ�Ak��������Ľ������Al�����߽�����ܺ͡�
2.2 U�Ͷ���ѹ��
ͨ��U�Ͷ��ӽ�����ͭ˿���ȵ�����ѹ�ӣ����������ý϶��һ�ֽӵ㷽����U�Ͷ���ѹ��ͼ��ͼ3�����ַ����ij����Dz��������������{�����繦�ܽϺã�ѹ���豸��U�Ͷ��Ӷ��Ƚϱ��ˣ�����֮�����ںͳ��������������������ѹ�����ϣ�����������U�Ͷ���ѹ��������Ҫ��

ͼ3 U�Ͷ���ѹ��ͼ
1)����U�Ͷ���ѹ�ӣ�����Ӧÿ��5������.
2)����ӦϤ��ѹ����ӵ����������У��߶��ڶ�������Ӧ�ɼ���������Ȳ�����3mm����������Ӧ�ɼ�����R�����߾�ԵƤ����ѹ������У���ͼ4��ʾ��
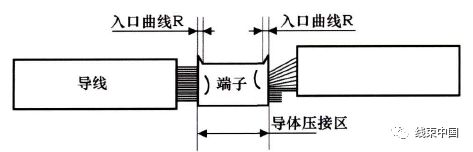
ͼ4 U�Ͷ���ѹ����ϵ
3)U�Ͷ��ӽӵ������ֵӦ���ϱ�4Ҫ��

��4 U�Ͷ��Ӹ�������С����ֵ
2.3 J/C������
�Բ�Ӽ���BUSBAR����ʽ����ӵ㡣���ߴ�����������ͨ�����������е�BUSBAR���������·�ı˴���ͨ�����ַ����ij���������������������ѹ�Ӷ��ӣ�������������Ǯ�ϸߣ�һ��ʹ�����Ӵ֡�����һ��������CAN���ߵ������ϡ�
2.4 ����
���������õ�����������˿�����ڵ��߽½ӵ��һ�ַ��������ַ������ײ����������Դ��������ʵͣ����������ѱ�����̭���������滮�����Ѻ������á�
3�ӵ�ά��
��������ӵ��ά��������������������ӵ㴦���ƾ�Ե�����ɶ�·���ϡ�������˵���γ��ӵ�ֲ���Ϊ������ʪ�������ࣨͼ5)�����ڸ����Ľӵ�����ר�õĽ�������ά��������ʪ���Ľӵ����������ú��������ܻ�������ά�����Ե����ˮ�ܷ�����á�
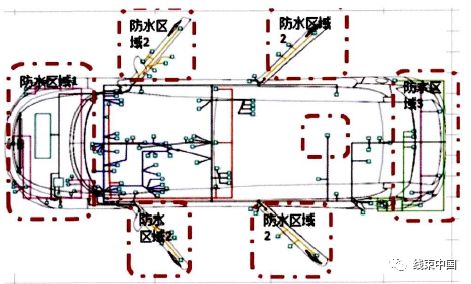
ͼ5 �γ���ʪ��
4�ӵ㷽λ����ѡ
��������ͼֽ��CHS��VESYS������������л��ƣ��ӵ㷽λ������2Dͼֽ�����֡��ӵ�ķ�λ��������ϵ�������ı�Ǯ��Ҳ��ϵ��������������ѡ���������Ĺ滮�����������ı�Ǯ����������������Ҳ�л�����ɰ�װ���ѵ����⡣�����ӵ㷽λ���������¼����ؼ���
1)��ѡ�������ý�Ϊƽ�ȵķ�λ��������ѡ�˶��IJ�λ���ŶȽϴ�ķ�λ��
2)���ӵ㰲���ڸ��ź��ߺǸɵĽ�����ڽ��������ܹ���Ч���������ߣ���ʡ��Ǯ��
3)�ӵ��������֧��ľ����������50mm���ӵ�֮��ľ���ҲҪ����50mm(ͼ6)������������Ч�ط�ֹ�ӵ�֮��Ĵ�����

ͼ6 �ӵ����÷�λ
5 ������ �����г�������Ի����ң��γ���������Ǯ�ȹ���ϼ�ǿ������������ӵ�滮�����Խ��ͱ�Ǯ�кܴ������һ��Ҳ������������������������滮���ڹ滮�����в����������ܽᣬ�ҵ�����ѭ���Ӻ����Ĺ滮������ʵ�ʹ滮�в�������ϸ
1
�����ӵ��˵
�����ӵ���ָ������2�����ϵ��߽½ӵ����ӵ㡣��ͼ1��ʾ���˽ӵ�����1���ߡ�2���ߡ�3������ɣ�3�����������ڲ��DZ˴���ͨ�ģ�3�����������ڲ��Ľ½����ӵ���ǽӵ㡣
���ӵ㡣��ͼ1��ʾ���˽ӵ�����1���ߡ�2���ߡ�3������ɣ�3�����������ڲ��DZ˴���ͨ�ģ�3�����������ڲ��Ľ½����ӵ���ǽӵ㡣


